水素脆性について 前編
25895 ビューアー |

「強度区分12.9以上のボルトには電気亜鉛メッキを絶対にしてはいけません!するなら10.9のボルトまでで必ずベーキング処理をしないさい」と私たちねじ業界に入社した一年生は先輩方もしくはセミナーで必ず学びます。なぜなら12.9のボルトに電気亜鉛メッキをするとボルトの頭が飛ぶ、しかも締結後数時間あるいは数日してからといういわゆる遅れ破壊という非常に恐ろしい現象を起こす可能性があるからです。
今回はこのことについて2回に分けて書きたいと思います。
1回目は、原因である水素脆性とは何か?というおさらいのようなこと、そして2回目はもう少し突っ込んで、水素が鋼に溶け込むとなぜ遅れ破壊などを起こすのかというメカニズムを出来るだけ追求してみたいと思います。
水素脆性とは
主に防錆目的でねじは電気亜鉛メッキ(以下、メッキ)をすることがよくありますが、メッキ工程の中に金属表面についている錆びやスケールを落とすための酸洗い工程が必ずあります。
その酸洗い工程で発生する水素ガスが金属素材の中に取り込まれこれが悪さし、金属素材の柔軟性が失われ脆くすることがあります。この現象のことを水素脆性と言います。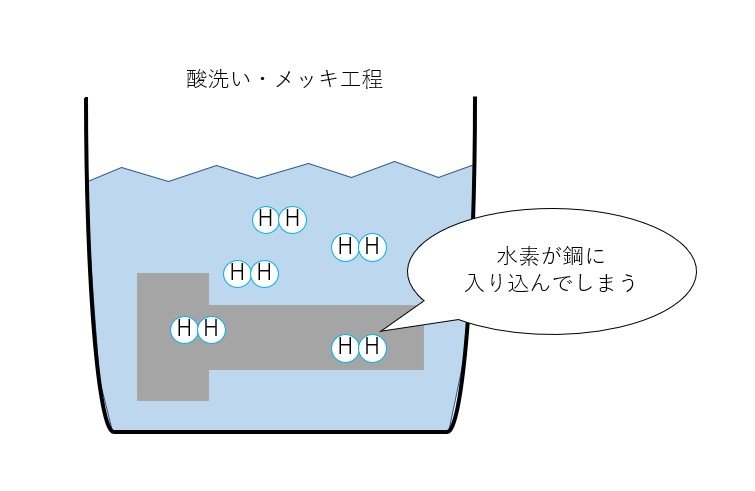
遅れ破壊とは
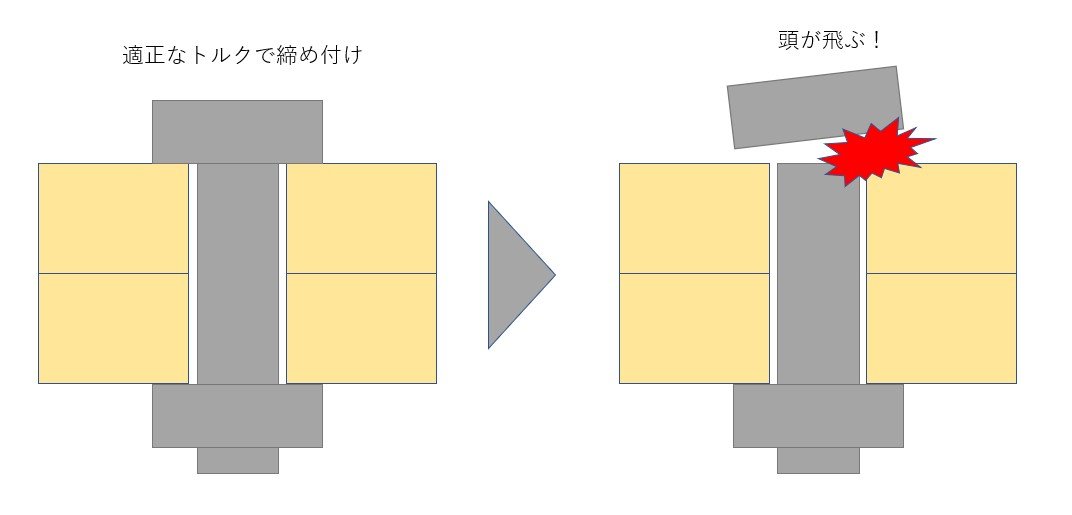
遅れ破壊とは一定の引張荷重を受けているねじが、ある一定の時間になったときに前兆なく突然破断する現象のことを言います。つまり、締め付けた時は何も問題なかったのに数時間あるいは数日経った時に突然ねじの頭が鉄砲玉のように飛んで破壊されてしまう現象です。以前は、水素脆性というものが知られておらず12.9ボルトにメッキし、そのボルトで機械を作って納品したら現地や納品中のトラックの中で頭が飛んで機械がバラバラになるという笑えないこともしばしばあったそうです。
この遅れ破壊は、強度区分10.9以上のボルトに起こるとよく言われます。それは、ねじに掛かる応力が1000Mpaを超えた状態になると水素脆性の影響を受けやすくなるためそういわれています。つまり、強度区分4.8のボルトだとそこまで強く締めないので問題ないが、10.9や12.9の締め付けトルクは非常に大きく、ねじに掛かる引張強度も強大になるので影響を受けるということです。
対策はベーキング処理
鋼が脆くなり遅れ破壊が起こる原因は鋼に水素が入り込むことです。対策はメッキした素材を190度前後、2-4時間熱して水素を抜きます、この処理のことをベーキング処理といいます。但し、このような処理をしても遅れ破壊が起きる可能性があるので強度区分は10.9までとし、強度区分12.9以上のボルトは安全性の面からメッキをしないというねじ業界での常識になっています。
次回は、もう少し突っ込んで水素が金属に入るとなぜ脆くなるのか?ということを追求してみたいと思います。



